English
English عربى
عربى Español
Español Français
Français

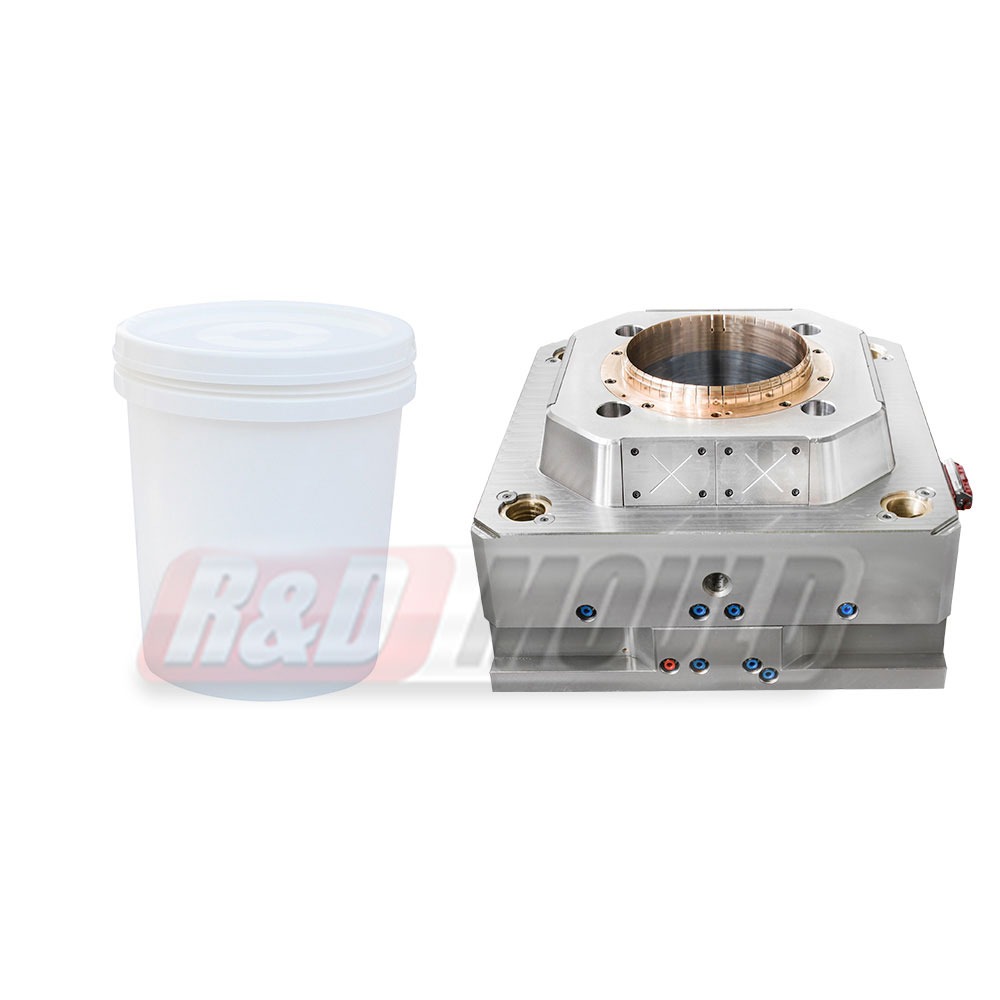
| Product Name | 17L Bucket Lid Mould |
| Product Material | pp |
| Mould Material | 718H |
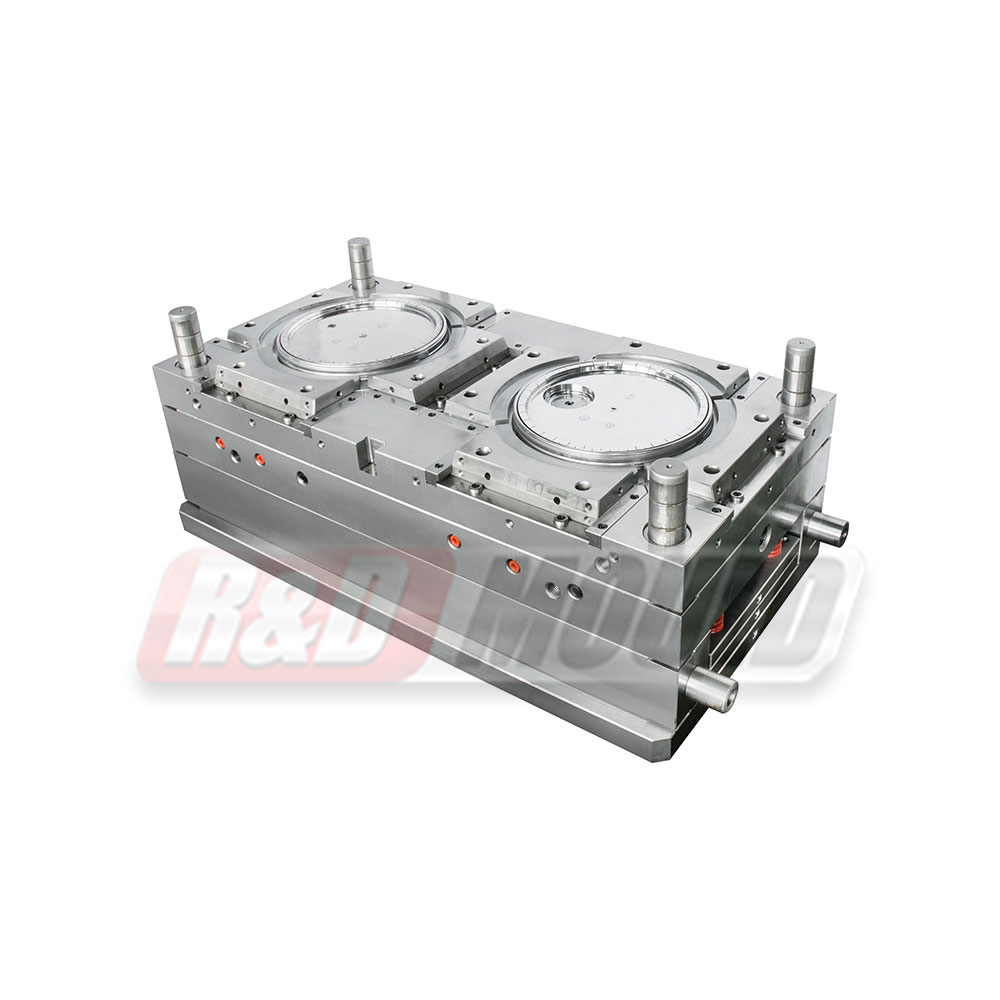
| Mould Cavity | 2 |
| Runner Type | YUDO Hot Runner |
| Mould Life Guarantee | 500,000 Shots |
| Manufacture Time (Day) | 50 Days |
| Demolding | Full Automatic |
R&D Mould have 18 year experience on manufacturing Package mold, Paint bucket mold, Pail Mould with various shape and sizes.
Core cavity material usually use: P20 (1.2311) , H13, 718H, 2738...
Mould base: Long Kee standard mold base,
Mould Components: DME/ HASCO standard parts.
Surface treatment: According to product requirements, including skin texture, polishing;
Runner options: 1. Cold runner 2. Hot runner 3. Cold runner + hot runner.
1.Professional bucket mould design is the principal of good bucket mould.
Especially for cooling system design, in our company, we have the cooling system designed in the core, slider, stripper, cavity.
For paint bucket mould core, design the cooling channel 15mm below the molding surface. And the diameter of the paint bucket mould cooling channel should be more than 12mm, so that the water can run smoothly in the channel while taking away the heat in the core.
For paint bucket mould cavity, the cooling system design near the hot runner tip area is very important, this area is very sensitivity. Bad cooling system will directly influence the bucket's cycle time and out looking.
2.Good and suitable steel selection for bucket mould is very important.
To make a high quality painting bucket mould, we have to choose suitable steel for the bucket mould.
Normally, for a paint bucket mould life is 1 million, we suggest to choose 2738 for the cavity and core steel, with HRC35-38.
For a paint bucket mould life require over 3 million, we suggest to choose 2344 for the cavity and core steel, with HRC45-48.
Of course, some customer want to reach high speed injection with shorter cycle time, we suggest to use BeCu insert in the core top, cavity bottom and slider.
3.Precision tooling guarantee even injection and material flow.
The painting bucket mould's core eccentric causing the pail wall thickness not even and the pail out of center.
This problem is very common, but virulent for the mould life.